-

沧州天翔成管道装备有限公司
主营:沧州天翔成管道装备有限公司 - 17733277388

沧州天翔成管道装备有限公司
主营:沧州天翔成管道装备有限公司 5
5
为提高直缝钢管的耐腐蚀性能,对一般焊管进行镀锌。镀锌焊管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接焊管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有得进行渗铝处理。
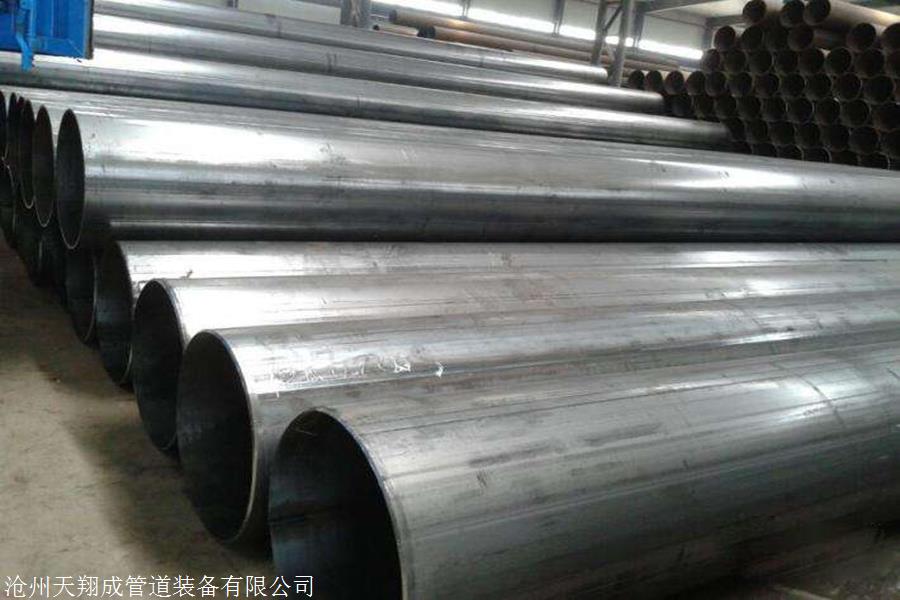
高频直缝焊接钢管根据高频焊接工艺不同,可分为直缝高频电阻焊钢管和直缝高频感应焊钢管。成形工艺一般采用辊弯冷成型方式。
高频直缝焊接钢管一般生产的口径都较小,一般在外径660mm或26英寸以下。其特点是:焊接速度快大,例如,对于外径1英寸以下钢管,焊接速度可达200米/分钟。对于外径25英寸钢管,焊接速度也能达到20米/分钟以上。其焊接为压接方式,而不是熔融焊接,与熔融焊接相比,焊接热影响区相对较小,对母材的组织影响小。焊接后焊缝的强度和韧性与母体不同。材根据使用需求,可以对内外焊接毛刺进行清理或不作清理。焊接对工件可以不清理,可焊薄壁管,可焊金属管。
河北天翔成高频焊直缝钢管成型流水线设备齐全,河北天翔成高频钢管生产范围直径219-700mm,壁厚从4mm--30mm.执行GB/T3091-2008低压流体直缝钢管标准。河北天翔成直缝高频钢管成型设备日产量800吨,常年生产常用规格库存,并可按合同要求订做特殊规格高频直缝钢管。东岳高频钢管成型流水线设备订做于大连三高集团。设备技术先进,成品合格率可达98%。
高频直缝焊接钢管流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。高频直缝焊接钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。
高频直缝钢管采用高频电流的集肤效应使钢板两端短时间内产生高温并外力挤压对熔在一起,是真正的无焊条母材对接。ERW高频直缝钢管因采用热轧卷板作为原料,壁厚均匀可控制在0.2mm左右,钢管两端按美国APl标准或GB/T9711.1标准,修端打坡口,定尺长度交货等优点。近几年来,各天然气管网工程和煤气公司已广泛采用ERW钢管作为城市管网的主要钢管。目前世界钢管使用比例中ERW高频直缝钢管占到60%。